

 服务热线:
服务热线:

Product
产品中心
联系我们
传真:0769-85322966
QQ:1559436599 1048038402
电邮:bbk100@126.com
地址:东莞市长安镇沙头358省道998号港芝科技园
您现在的位置:首页 > 产品中心 > 氮气弹簧维修 > 氮气弹簧检测及日常维护
冲压拉伸件起皱原因-氮气弹簧
(1)拉伸深度影响
材料流动阻力沿凹模口的分布于拉伸深度有直接的关系。在内凹和外凸的曲线位置上,拉伸深度过大能引起变形阻力的不均匀分布,形成起皱,应尽量避免。
- 调整压边力的大小
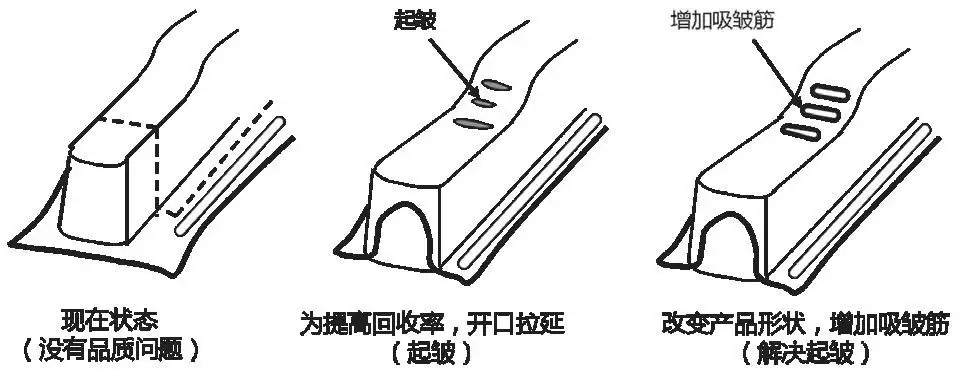
当皱纹在制件四周均匀产生时,应判定为压料力不足,逐渐加大压料力即可消除皱纹。当拉伸锥形件和半球形件时,拉伸开始时大部分材料处于悬空状态。轻易产生侧壁起皱,故除增加压边力外,还应采用增加捡伸筋来增大板内径向拉应力,消除皱纹。
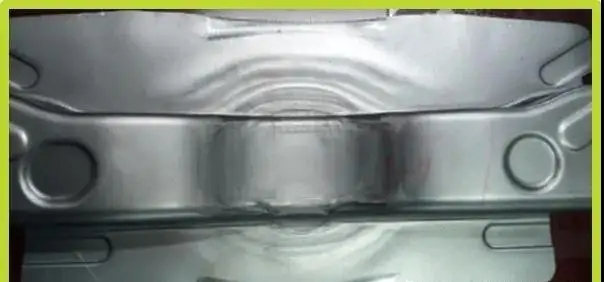
冲压模具拉伸件起皱是产品质量不过关的一种情况,材料在拉伸过程中,他的周围边缘部分由于切向应力过大,造成材料失去稳定,使得产品沿边缘切向形成高低不平的皱纹,称为起皱。
立即联系通常拉伸件起皱有几种原因:
- 冲压件拉伸深度太深,导致制件在走料的过程中板料流动过快,形成起皱。
(2)冲压件在拉伸过程中凹模R角过大,导致在拉伸过程中凸模无法压住料,造成板料流动过快形成起皱。
(3)冲压件压料筋不合理,压料筋过小和位置不正确,不能有效阻止板料过快流动,形成起皱。
(4)顶杆的压力过小,使冲压件成型不彻底,形成起皱。
(5)模具定位设计不合理,导致冲压件拉伸过程中无法压住料或者压料边过小,导致在拉伸过程中无法压住料,造成起皱。
(6)凸凹模间隙过大导致在拉伸过程中无法压住料,造成起皱。
起皱严重时,还将引起材料在拉伸过程中难于通过凹模与凸模的间隙,增大拉伸变形力,甚至导致拉裂。总的来说起皱是因材料失去稳定而导致的。失稳现象的产生,既取决于材料边缘切向应力的大小,也取决于拉伸件的厚度。
想要解决起皱现象,弹性元件的选择就很重要了!目前优力胶和氮气弹簧都可使用。优力胶和氮气弹簧的力都比较均衡,不会出现大小不均的问题。但是优力胶的寿命很短,在长时间使用后,就会萎缩掉,力量也就没有当初那么大了,这时就必须得更换新的。而频繁的更换弹性元件相对于冲压模具行业来说,必然会影响生产效率。
想要解决冲压模具拉伸件起皱又想提升产值,不防试试氮气弹簧。
氮气弹簧是一种以高压氮气为工作介质的新型弹性组件。其工作过程可以近似的认为是等温膨胀和压缩过程。拉伸主要采用氮气弹簧为活塞式结构,超短型产品,具有同样初始力和行程下:缸体直径小、总知短等特点。
氮气弹簧的特点是体积小、弹力大、行程长、工作平稳,制造精密,使用寿命长,弹力曲线平缓等。氮气弹簧简化模具设计和制造同时也延长了模具的使用寿命,这样一来生产力自然也就提升了。
以上资料来源技术经验和网络如有不当请联系,谢谢观看。
贝贝康科技 2022-05



